


 扫一扫
扫一扫
龙丽金属材料有限公司坚持“诚实守信,互补共赢”的经营理念,以优惠的价格,贴心的服务,真诚与社会各界有识之士合作,共谋发展。
由于 精拉无缝钢管、价格浮动的因素,加上网络上同行恶性报价的竞争,使得我们公司 精拉无缝钢管、产品价格无法准确地展示给客户,只是标出了参考性价格,如果您对我们公司的 精拉无缝钢管、感兴趣,请在网上留言或直接拨打电话,我们工作人员将在较短时间内为您报价。

精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
精密钢管和碳钢的物理性能数据对比
碳钢的密度略高于铁素体和马氏体型精密钢管,而略低于奥氏体型精密钢管;电阻率按碳钢、铁素体型、马氏体型和奥氏体型精密钢管排序递增;线膨胀系数大小的排序也类似,奥氏体型精密钢管 而碳钢最小;碳钢、铁素体型和马氏体型精密钢管有磁性,奥氏体型精密钢管无磁性,但其冷加工硬化生成成氏体相变时将会产生磁性,可用热处理方法来消除这种马氏体组织而恢复其无磁性。
奥氏体型精密钢管与碳钢相比,具有下列特点:
1)高的电阻率,约为碳钢的5倍。
2)大的线膨胀系数,比碳钢大40%,并随着温度的升高,线膨胀系数的数值也相应地提高。
3)低的热导率,约为碳钢的1/3。
精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
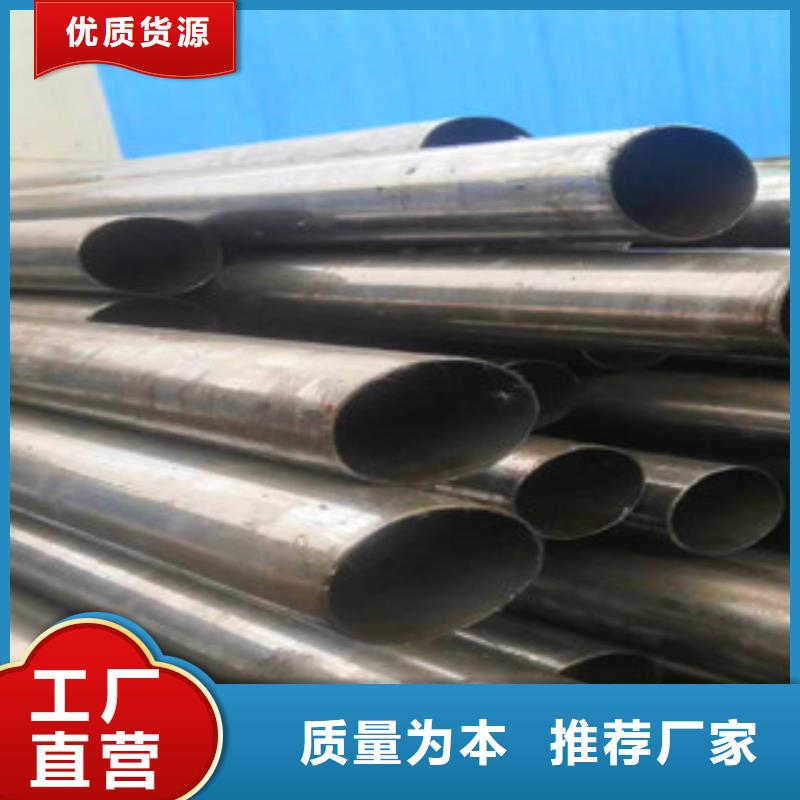
精密钢管按成形方法分类:
(1) 锻钢;(2) 铸钢;(3) 热轧钢;(4) 冷拉钢。
4、钢材按金相组织分类
(1) 退火状态的:a.亚共析钢(铁素体+珠光体);b.共析钢(珠光体);c.过共钢材析钢(珠光体+渗碳体);d.莱氏体钢(珠光体+渗碳体)。
(2) 正火状态的:a.珠光体钢;b.贝氏体钢;c.马氏体钢;d.奥氏体钢。
(3) 钢材无相变或部分发生相变的
5、按用途分类
(1) 建筑及工程用钢:a.普通碳素结构钢;b.低合金结构钢;c.钢筋钢。
(2) 钢材结构钢
a.机械制造用钢:(a)调质结构钢;(b)表面硬化结构钢:包括渗碳钢、渗氨钢、表面淬火用钢;(c)易切结构钢;(d)冷塑性成形用钢:包括冷冲压用钢、冷镦用钢。
b.弹簧钢
c.轴承钢
(3) 工具钢:a.碳素工具钢;b.合金工具钢;c.高速工具钢。
(4) 特殊性能钢:a.不锈耐酸钢;b.耐热钢:包括抗氧化钢、热强钢、气阀钢;c.电热合金钢;d.耐磨钢;e.低温用钢;f.电工用钢。
(5) 专业用钢——如桥梁用钢、船舶用钢、锅炉用钢、压力容器用钢、农机用钢等。
精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
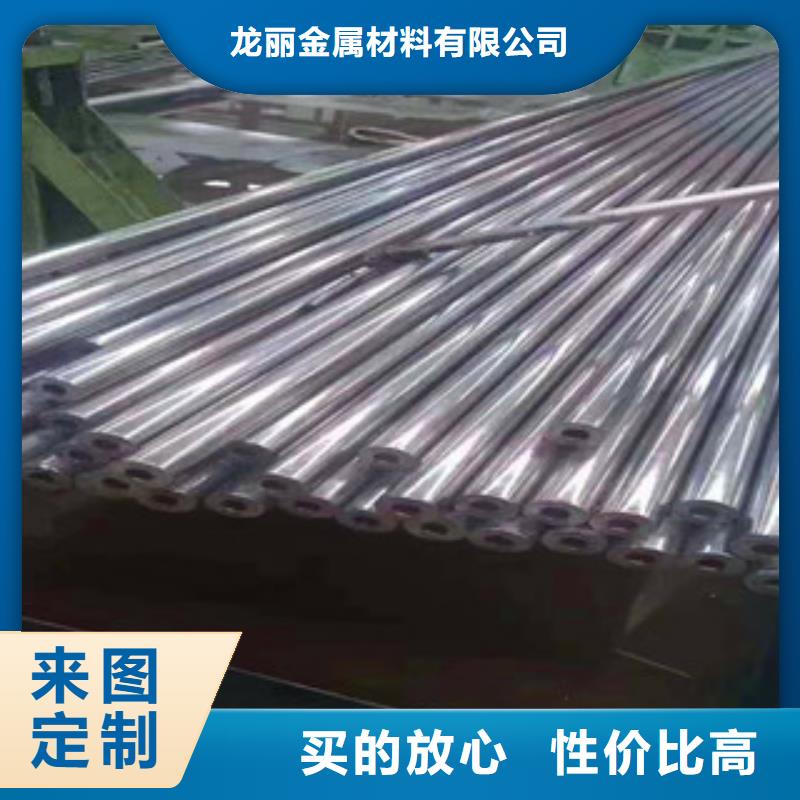
生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的最小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能消除热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的最小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。
精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
精密无缝钢管20CR精密管一对一为您服务】")
技术支持:k797.com