


 扫一扫
扫一扫


对于从事钢板加工的人来说,钢板焊接、切割这些都是基础操作,但是想要把简单基础的操作做好做精也是需要技巧的。下面小编收集了一些中厚板切割的技巧,希望能帮助你更快更好的完成工作。
聚贤丰汇特钢有限公司拥有大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备,专业承接特厚钢板切割、钢板零割、钢板数控切割、钢板下料、异形件切割、仿形件切割、剪切、冲孔、折弯、机加工、物流配送等延伸服务。提供正火保性能钢板,一级、二级、三级探伤钢板期货,保性能钢板,一级、二级探伤钢板现货销售。
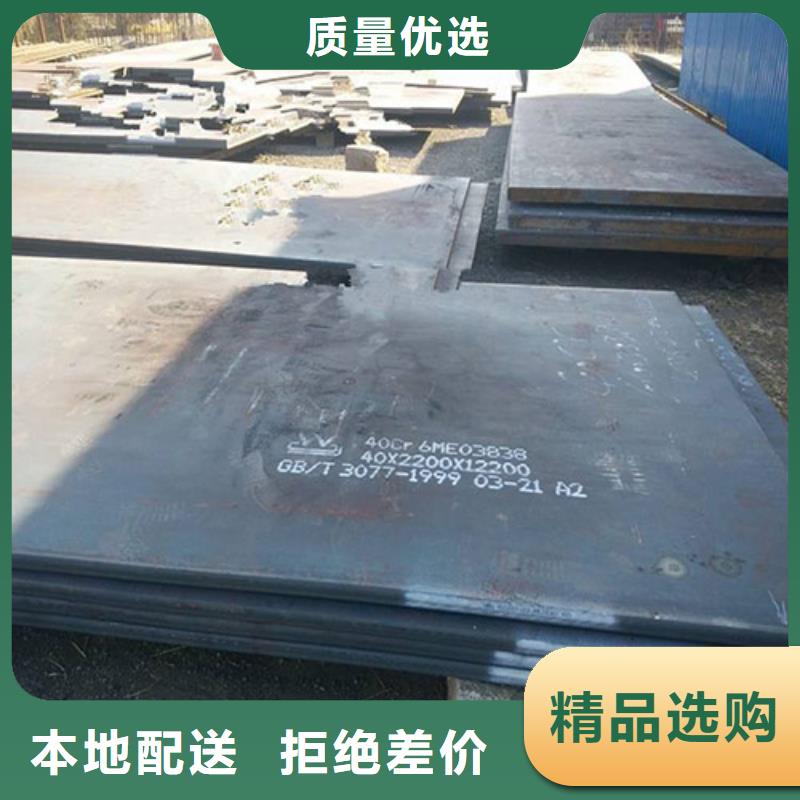
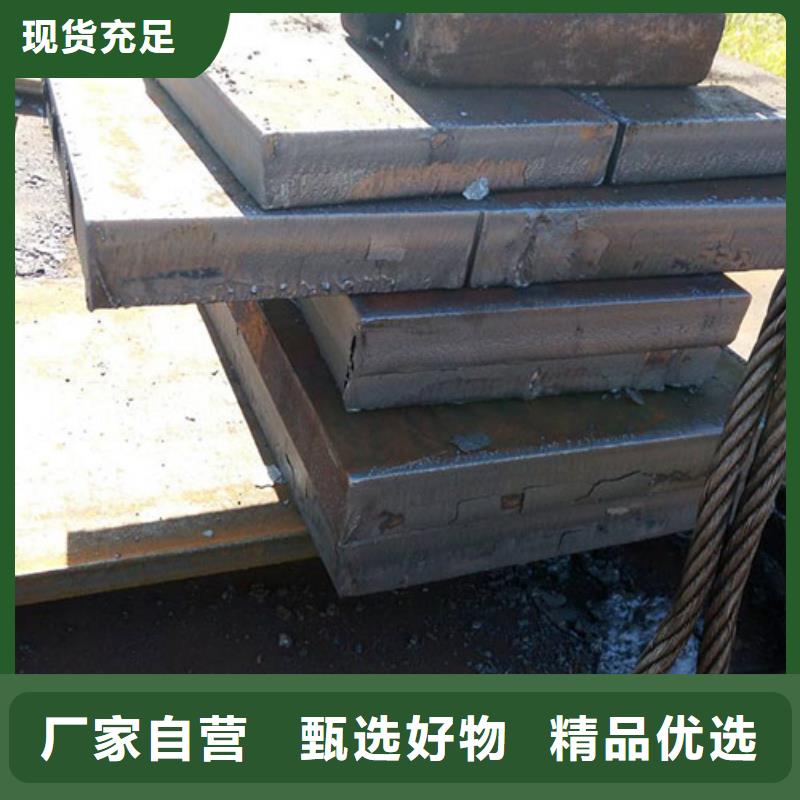
我公司承接机械配套机加工,主营Q235B、Q345B、45#、50#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo钢等材质的切割与加工。可按客户图纸要求进行切割异型件、切割法兰圆盘毛坯件、仿形件。外协加工各类机械零部件、模具钢、轴承座、齿 、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。 的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。需要我们做什么,这些问题一直困扰着我们。但是经过几年的实践,发现做好客户关系其实很容易,那就是真诚!
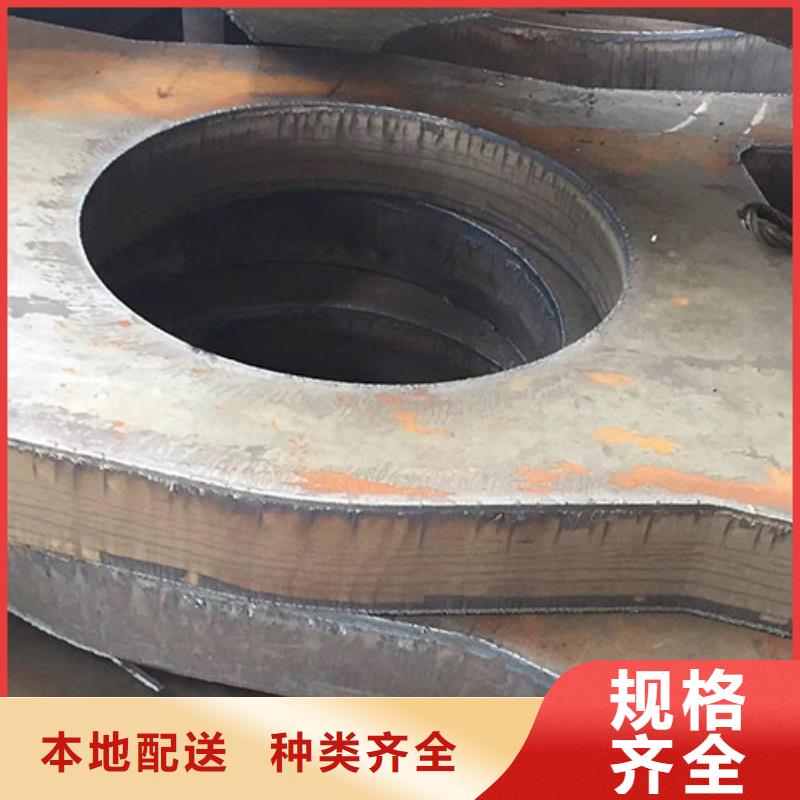
为了保证切割零件的完整性,切割的起点不能在零件的轮廓线上。零件的外轮廓应在零件轮廓外切掉。对于零件的内部轮廓,应在零件的轮廓内进行切割。对于厚度大于60 mm的钢板,预留中心火焰切割的预热时间大于120秒。直接穿孔钢板会缩短割嘴的使用寿命,另外,穿孔的炉渣容易溅到割嘴上,严重情况下甚至会影响产品的切割质量。因此,在排版可行的情况下,应尽量从钢板的边缘切割,这样能够很大程度上避免上述问题。这个工作对于操作人员的技能要求也比较低。
但是这种方法又容易造成另一种缺陷,即易导致钢板受热变形。对此,我们通过反复试验发现可以通过曲折引入线切割的方式来避免钢板受热变形的问题。这种切割方法是通过弯曲切入,使钢板的剩余材料在彼此之间产生一个夹钳,从而限制钢板的变。将曲折线切割法应用于中厚板的火焰切割,能够很好的提高中厚板切割的品质。
备料在切割和排版时,储备中心更加关注切割本身的效果。主要考虑切割的可行性、提高材料利用率和切割效率。但从整个产品加工生命周期的角度来看,切割只是其中的一个环节。一个优秀的切割过程中,我们必须考虑下一个过程的因素,统筹全局,整体考虑。因此,对于需要在清理熔渣完成后进行加工或弯曲的零件,排版时应考虑切割过程本身,清理后的零件的正面应放在方便机加或折弯操作的一侧。另一方面,由于切割变形不能完全避免,排版中首先要处理非加工边。
影响和提高中厚板切割质量和效率的途径和方法有很多种。上述两种方法已在生产中得到应用,并取得了良好的效果。希望这两种方法能起到抛砖引玉的作用,能够帮助你在进行中厚板切割工作时更好的提高效率与成品。


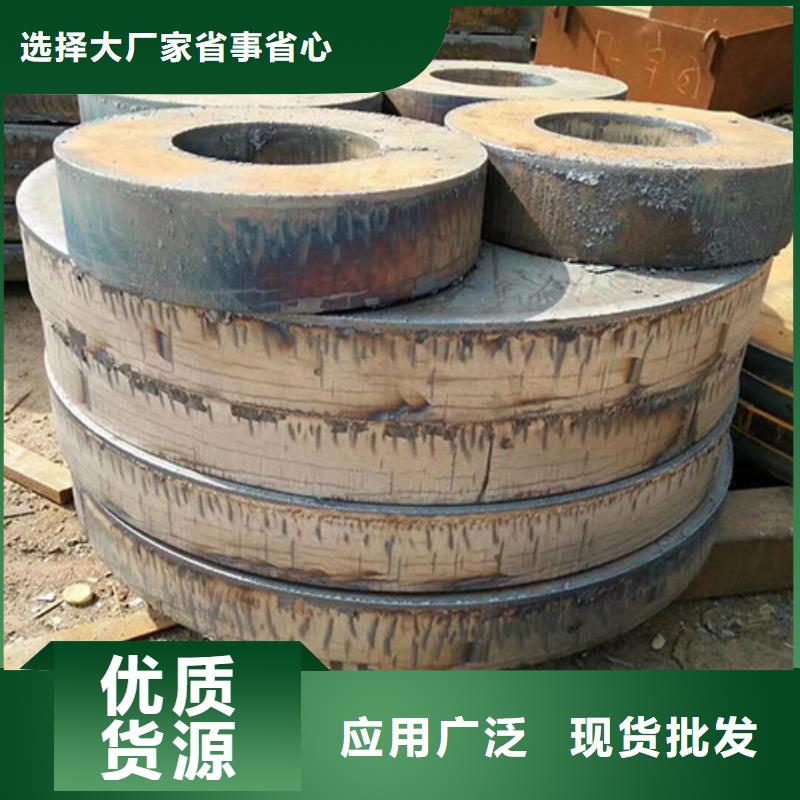
45#特厚钢板厚度600mm切圆什么价格
聚贤丰汇是一家专业从事10#钢板,20#钢板,35#钢板,45#特厚钢板,65mn弹簧钢板,10#,20#,35#,45#冷板,冷轧板,65mn冷轧钢板的企业,加工项目包括钢板镂空雕刻、异形图形激光切割、折弯、打孔、焊接、生锈、钢板快速红锈加工、表面固化处理,可根据客户图纸切割成型、自然生锈等业务,是一家钢材产品销售以及钢材精密加工,工程制作,物流配送为一体的厂家。我厂与国内各大钢厂(首钢、宝钢、武钢、鞍钢、鞍钢、唐钢、邯钢、天钢等)有着良好的合作关系。主要经营:10#钢板,20#钢板,35#钢板,45#钢板,50#钢板,10#热轧钢板,20#热轧钢板,35#热轧钢板,45#热轧钢板,50#热轧钢板等批发兼零售。
其他产品有:高强钢板,耐磨钢板,耐候钢板,冷轧钢板,花纹钢板,容器钢板等,我公司还为客户提供剪切配送等服务。
受宏观消息影响,期货震荡不稳,市场氛围一般,商家心态趋观望,现货市场低价资源流通为主,临近月底结算,商家多无暗将换现,下游用户拿货积极性变弱,整体成交情况不容乐观,商家操作积极性不高,预详情解析,继续往下看……
期螺低开高走,现货市场受持续降雨影响,下游进货积极性不高,需求持续不振,商家欲降价刺激出货,加上地房贷利率近月密集上调,预计明日建材市场价格震荡偏弱调整。
45#特厚钢板厚度600mm切圆什么价格
期卷震荡调整,市场仍以预期为主导,厂商对八九月份预期暂偏好,钢厂挺价心态明显,但临近月底,市场资金压力大,不乏有抛货换现情况,预计明日热卷市场价格或稳中个跌整理。
期货震荡回涨,受此提振,现货盘中挺价意愿又起,商家库存压力不是很大,积极随行挺价为主,整体成交表现一般,随着限产增多,钢厂挺价心态明显,预计明日中厚板价格或稳中偏弱运行。
期螺低位徘徊,现货市场操盘情绪比较低,经销商进货成本相对稳定,但处于相对较高价位,下游需求释放并不及预期,市场恐高氛围愈渐浓厚,下游购买力有限,预计明日带钢价格将稳中个跌整理。
期货震荡调整,现货市场价格小幅走弱,虽然成本端支撑有力,但鉴于钢价逐步抬高,下游需求疲软,市场观望情绪增加,预计明日型材价格将趋稳调整为主。
普指调整,各地环保限产加严,矿山审核工作进行中部分合格矿山或将在八月份有望复产,市场资源量大,钢企受限产影响,采购积极性差,预计明日铁矿石价格或稳中个调运行。
45#特厚钢板厚度600mm切圆什么价格
受到限制,钢厂到货情况整体不理想,多数钢厂观望情绪较浓,多以稳收货为主,同时现货市场小幅回调,废钢需求减弱,预计明日废钢市场价格或稳中窄幅调整运行。
受宏观政策影响,钢厂对焦炭缩减预期较强,但考虑到焦企限产预期较强,后期焦炭采购或显困难,部分钢厂对焦炭积极备货,部分贸易商询货增加,预计明日焦炭市场价格或暂稳运行。
目前库存偏低,停产铁厂近日陆续复产,后期供应将增加,近日矿石持续趋弱,生铁成本下降,铁厂盈利情况略有好转,然生铁需求不温不火,市场观望气氛较浓,预计明日生铁价格或暂稳运行。
受宏观消息影响,期货震荡不稳,市场氛围一般,商家心态趋观望,现货市场低价资源流通为主,临近月底结算,商家多无暗将换现,下游用户拿货积极性变弱,整体成交情况不容乐观,商家操作积极性不高,预计明日钢材价格或将稳中偏弱运行。


聚贤丰汇金属材料有限公司是 铜陵45#圆钢、等产品的专业生产企业,欢迎大家咨询产品规格,价格,来公司参观洽谈.
公司一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。聚贤丰汇金属材料有限公司愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。


技术支持:k797.com